Improvement IS Possible for SMT Manufacturing Productivity: 8 Common Myths About Factory Process Optimization
By Eric Krock, Head of Product
Factory process optimization initiatives almost always fail, right? Not anymore. Improvement is possible for SMT manufacturing productivity, but you have to look beyond that 99% quality metric. Recurring problems invisible to the old metrics and software account for expensive operational efficiency losses. Modern IIoT technology and analytics empower us to efficiently see and solve them.
Industry 3.0 brought us to 99% quality. Industry 4.0 will be measured by ideal efficiency. To emerge more competitive, we have to overcome the common industry myths that no longer hold true.
Accustomed to being hobbled by the limitations of legacy systems and burned by the memory of past expensive systems integration failures, electronics manufacturers sometimes doubt that it’s cost-effective or even possible to dynamically analyze rich data to improve surface mount technology (SMT) manufacturing performance. Yesterday’s assumptions about the difficulty of using rich data to improve manufacturing productivity are now today’s out-of-date myths. In reality, new Industry 4.0 manufacturing process optimization solutions make it quick, easy, and cost-effective to get data out of new or legacy SMT machines, creating the ability to quickly generate actionable insights for improving manufacturing productivity beyond just the 99% quality metric.
Myth 1: Quality Is at 99%, So Improvement Is Impossible
 Motivated by the success of Japanese corporations in automobile and electronics manufacturing during the 1970s and 1980s, manufacturers worldwide have made a strong commitment to achieving high product quality. As a result, they now regularly achieve inspection “pass” rates for finished products of 99% or higher. Since that has been the key metric, they often feel that further improvement is impossible or not cost effective.
Motivated by the success of Japanese corporations in automobile and electronics manufacturing during the 1970s and 1980s, manufacturers worldwide have made a strong commitment to achieving high product quality. As a result, they now regularly achieve inspection “pass” rates for finished products of 99% or higher. Since that has been the key metric, they often feel that further improvement is impossible or not cost effective.
In reality, quality is not the only measurement of success and efficiency. The tools and processes of Industry 3.0 baked in the assumption that to achieve 99% quality, it was acceptable to have 60%, 50%, 40%, even as low as 30% efficiency and asset utilization. With the power of data and Industry 4.0 tools, this sacrifice is no longer necessary. There is another horizon of efficiency to aim for.
Manufacturers can now push to increase machine performance, productivity, and asset utilization without compromising any of their existing quality standards.
By leveraging the ability of advanced analytics to inspect millions of events per day across every machine, line, and site worldwide, manufacturers can continuously identify opportunities for improvement across all their key performance indicators simultaneously.
 Best of all, Industry 4.0 approaches to improving performance on one metric can have a positive effect on other metrics at the same time. For example, advanced analytics can monitor pick and place (P&P) machine nozzles to notice dropped chips and inaccurate placements. Malfunctioning nozzles can be replaced quickly. That will increase performance by reducing repeated placement attempts, but it also reduces attrition from the waste of dropped chips. Fewer boards may fail final inspection as well, improving quality.
Best of all, Industry 4.0 approaches to improving performance on one metric can have a positive effect on other metrics at the same time. For example, advanced analytics can monitor pick and place (P&P) machine nozzles to notice dropped chips and inaccurate placements. Malfunctioning nozzles can be replaced quickly. That will increase performance by reducing repeated placement attempts, but it also reduces attrition from the waste of dropped chips. Fewer boards may fail final inspection as well, improving quality.
Myth 2: I’ll Have to Buy New Machines
Manufacturers often assume that that they will have to buy expensive new manufacturing machines in order to get data out of them. Fortunately, both new and legacy machines can provide rich data. Even many of the oldest legacy manufacturing machines have an attached database that can be tapped with a software database connector to get useful data.
Myth 3: It Will Take Weeks or Months to Connect My Machines
Too many manufacturers have been burned by past in-house or vendor attempts to instrument machines that were too slow, cost too much, or even failed completely. In today’s technology landscape, it’s possible to rapidly instrument machines of any kind across a manufacturer’s entire global manufacturing infrastructure using the following methods:
1. Leveraging machine vendor APIs.
2. Tapping databases and log files with software connectors.
3. Applying hardware sensors to legacy machines using Bluetooth Low Energy wireless connectivity inside the factory, eliminating the need for new network drops.
4. Standardizing the data from all these sources and securely transmitting the data to the cloud for advanced analytics and machine learning.
When P&P machines are connected to modern servers, it’s often possible to connect hundreds of machines at once. Even when that infrastructure is not in place, prebuilt connectors can be used to efficiently instrument each machine in a way that fits its existing interfaces.
Myth 4: I’ll Have to Upgrade My Machine Software to the Latest Version
 Manufacturers also often assume that even if they don’t have to buy new machines, they’ll have to upgrade their machine software to the latest version from the manufacturer. It’s true that newer software generally makes it easier to get usable data quickly, but useful data can be extracted from a variety of legacy interface versions. Manufacturers frequently (and sensibly) decide it will cost too much or take too long to update software on existing machines. It might not be worth bothering for fully depreciated machines that are nearing end-of-life.
Manufacturers also often assume that even if they don’t have to buy new machines, they’ll have to upgrade their machine software to the latest version from the manufacturer. It’s true that newer software generally makes it easier to get usable data quickly, but useful data can be extracted from a variety of legacy interface versions. Manufacturers frequently (and sensibly) decide it will cost too much or take too long to update software on existing machines. It might not be worth bothering for fully depreciated machines that are nearing end-of-life.
For example, on Fuji P&Ps, Arch Systems can extract data using NEXIM, FujiTrax, or Flexa APIs running Host Interface; on ASM P&Ps, both current and past versions of ASM OIB can be used; and on Panasonic P&Ps, PanaCIM® and direct database connectors are both usable approaches.
Myth 5: Data Won’t Generate Actionable Insights
Too many manufacturers have been burned by the failure of past overhyped initiatives. Consequently, manufacturers sometimes fear that even if they succeed in getting data from their machines, the data won’t generate actionable insights that drive improved productivity.
Fortunately, modern advanced analytics do provide numerous actionable insights. It’s a matter of moving beyond Industry 3.0 methods and practices. I
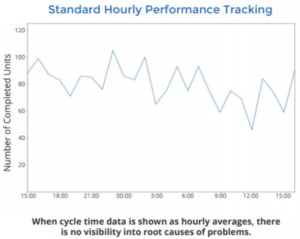
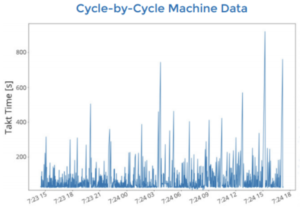
In an Industry 3.0 manufacturing environment, it’s difficult to get actionable insights because manufacturers are forced to look at aggregated hourly, daily, or weekly statistics. This is because there is no way to gather cycle-by-cycle machine data. Even if you could, the data is too noisy for any human to comprehend. Unfortunately, traditional aggregated hourly statistics hide the actionable root causes of the problems. Modern IoT manufacturing solutions make it easy to get cycle-by-cycle machine data. Modern analytics can then filter the data, attribute events by product, line, shift, and day, analyze the data, and present it in ways that are easy to understand and actionable.
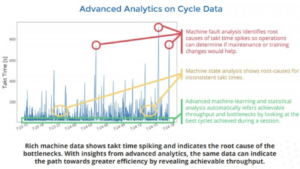
 Slow “bad builds,” by definition, drag down average performance and keep it from being close to best-case performance. Modern analytics can pinpoint “bad builds” in the data and then do retrospective analysis to identify the root causes of decreased quality and utilization so that employees can take action to resolve the root causes.
Slow “bad builds,” by definition, drag down average performance and keep it from being close to best-case performance. Modern analytics can pinpoint “bad builds” in the data and then do retrospective analysis to identify the root causes of decreased quality and utilization so that employees can take action to resolve the root causes.
Analysis of Granular Cycle Time Data Can Reveal Root Causes of Problems
By resolving the specific root causes of bad builds, manufacturers can push performance for the average build close to the performance on best-case product builds.
Myth 6: My Losses Are Due to Lots of Little Problems, Each One of Which Is Not Cost-Effective Enough to Bother Fixing
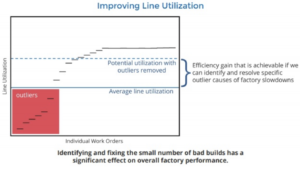
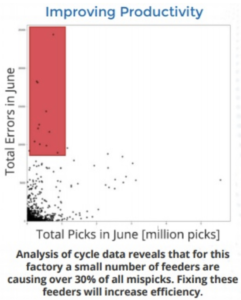 Manufacturers sometimes worry they will discover that their productivity is being dragged down by numerous small problems, none of which are cost-effective to fix. For example, what if it turned out that the factory was running at 50% of “ideal” average line utilization, but there were 1,000 different causes, each resulting in a 0.05% loss? Manufacturers fear it will be more expensive to have an SMT expert fix a problem than the potential 0.05% improvement is worth.
Manufacturers sometimes worry they will discover that their productivity is being dragged down by numerous small problems, none of which are cost-effective to fix. For example, what if it turned out that the factory was running at 50% of “ideal” average line utilization, but there were 1,000 different causes, each resulting in a 0.05% loss? Manufacturers fear it will be more expensive to have an SMT expert fix a problem than the potential 0.05% improvement is worth.
 In reality, modern factory analytics excel at prioritizing problems by impact. They rapidly identify low-hanging fruit problems that can be targeted for improvement. In a recent engagement, Arch found that 0.3% of the feeders at one manufacturer were responsible for 33% of the mispicks globally for lines studied during the evaluation period. So replacing just 49 feeders with the highest mispick rates out of 15,000 feeders studied would resolve one-third of the total global mispicks. Modern analytics enable manufacturers to precisely zero in on the easiest ways to make the biggest improvements.
In reality, modern factory analytics excel at prioritizing problems by impact. They rapidly identify low-hanging fruit problems that can be targeted for improvement. In a recent engagement, Arch found that 0.3% of the feeders at one manufacturer were responsible for 33% of the mispicks globally for lines studied during the evaluation period. So replacing just 49 feeders with the highest mispick rates out of 15,000 feeders studied would resolve one-third of the total global mispicks. Modern analytics enable manufacturers to precisely zero in on the easiest ways to make the biggest improvements.
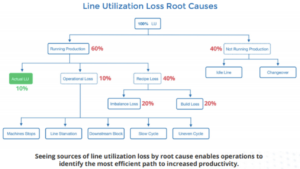
Similarly, sessions analysis can organize performance data by product recipe and rapidly identify the causes of productivity loss in each build session and their importance on average. Seeing the breakdown enables operations to identify the most efficient path to improving line utilization and overall equipment effectiveness.
Myth 7: By the Time We Identify Problems, It Will Be Too Late to Intervene
Manufacturers sometimes worry that they won’t be able to identify recurring problems that can be fixed proactively. In reality, the common problems on manufacturing lines by definition occur frequently, so manufacturers can focus on rapidly identifying them to improve performance as quickly as possible. Better still, machine learning makes predictive maintenance models possible. Determining when a part is about to fail and should be preemptively serviced improves overall line performance. Industry 4.0 solutions in which every event is monitored, every data point is captured, and all data is centralized for analysis and machine learning make possible a future in which machines will rarely fail while in production use.
Myth 8: Organizational Boundaries Will Prevent Fixes
Manufacturers sometimes worry that resolving identified issues will be prevented by organizational boundaries and mismatched incentive structures. For example, the responsibility for factory productivity is often segmented by building. Imagine a situation in which analysis determined that 5% more product could be manufactured if two different buildings coordinated their use of a shared asset. The actual result would be that Building 1 would make 6% more product and Building 2 would make 1% less, but overall the factory would make more. Will the manager of Building 2 agree to sacrifice their measured productivity to improve the productivity of Building 1?
To move to Industry 4.0, an organization must commit to a higher level of communication and interaction internally. Industry 4.0 adoption brings global visibility into data and performance statistics and can help to surface these resource conflicts. Data-based communication can help correct for mismatched incentive structures, making it easier to collaborate on solutions. The latest Industry 4.0 manufacturing productivity solutions not only gather all the necessary machine data but they also present the results of analysis in an understandable way for management to act on.
Past Performance No Longer Constrains Future Results
Modern Industry 4.0 solutions enable rapid progress on manufacturing productivity that transcends the limitations of older approaches. It’s now possible to get data rapidly and cost-effectively from large numbers of SMT manufacturing machines so that manufacturing performance data is no longer trapped in legacy permachine databases. Even if SMT lines are achieving 99% quality, they’re not operating remotely close to 99% of ideal efficiency. A small number of recurring problems typically account for a large proportion of operational efficiency losses. These top problems do, in fact, have solutions that can be implemented within the existing organizational structure of an SMT factory or enterprise.
Historically, line operators have been too busy to study the data using per-machine menu interfaces. Corporate management has had no visibility into machine data at all. Data was never centralized or normalized or possible to compare. Even basic linear regressions haven’t been applied. There’s lots of low-hanging fruit once you get the data, standardize it, centralize it, and apply modern analytics.
For more information, contact Jennifer Davis, Head of Marketing & Communications, at Arch Systems 380 Portage Ave., Palo Alto, CA 94306; 650-485-1606; E-mail: jdavis@archsys.io; Web site: www.archsys.io.